






Gehrungsschnitte 0–90° (ein- und beidseitig)
Schifterschnitte mit großer Schnitttiefe an Rahmenteilen/Profilen
Doppelgehrung / Spitzgehrung (z. B. 2 × 45°)
Compound-Gehrungen (Gehrung + Neigung in zwei Ebenen)
Abgelängte Endgehrungen an schräg liegenden Profilen
Fasen anfräsen in beliebigen Winkeln (z. B. 10–60°)
Rundungen, Kehlen, Hohlfasen, Profilfräsungen auf geneigten Flächen
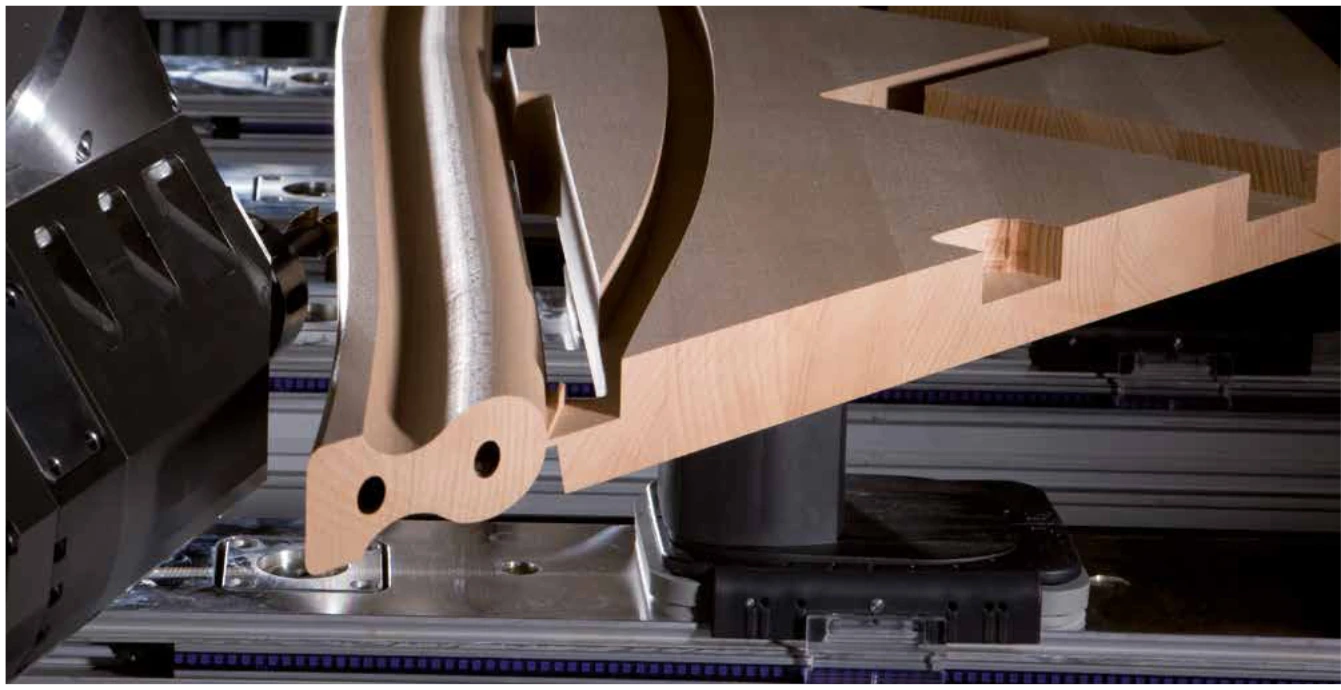
3D-Kantenverläufe an Freiformteilen (simultan 5-achsig)
Hinterschnitte / untergreifende Fasen ohne Umspannen
Stufenbohrung für Einbohrbänder (mehrstufig, exakt gewinkelt)
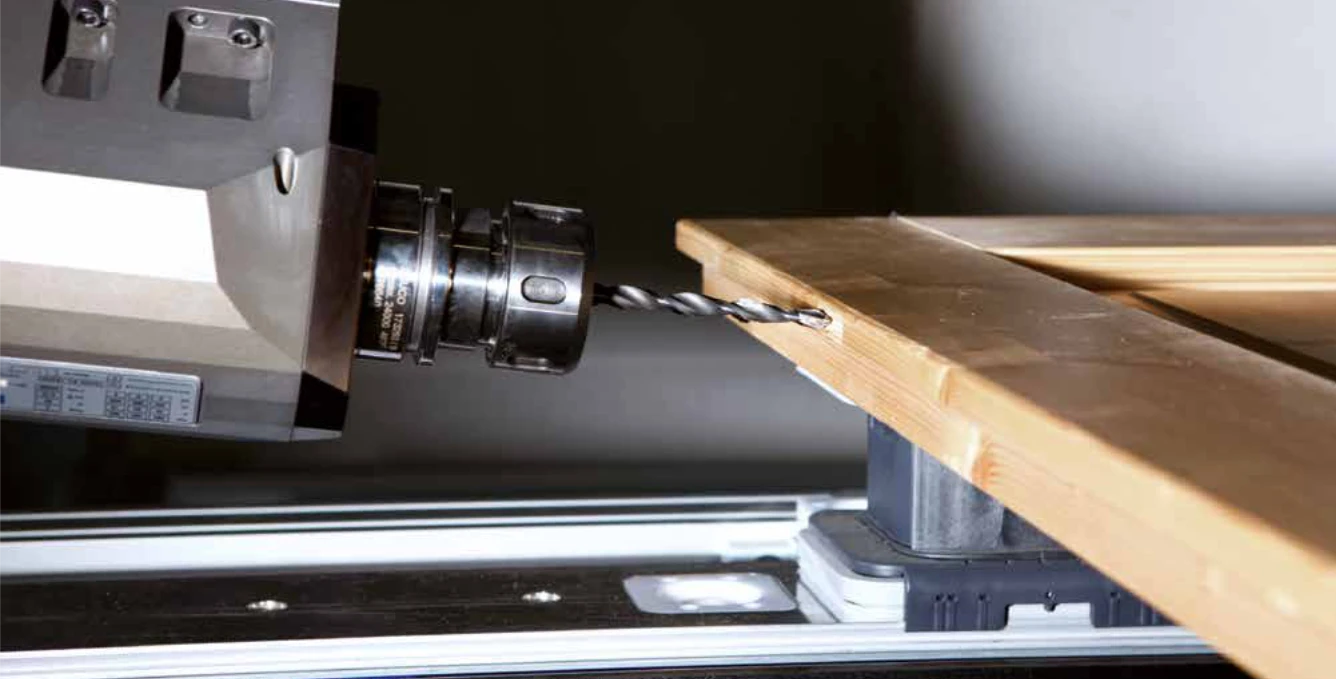
Durchgangs-, Sack- und Dübelbohrungen in jedem Winkel
Reihenbohrungen auf schrägen Flächen (z. B. Zargen/Schrägen)
Staketenbohrung in engem Winkel (Geländer/Handlauf)
Senkungen/Fräsungen für verdeckte Beschläge schräg zur Fläche
Eckiges Ausspitzen einer Glasfalz-Ecke (rechtwinklig, ohne Radius)
Schrägfalze / V-Nuten zum Abkanten (z. B. HPL/ACM)
Taschen & Langlöcher auf geneigten Ebenen
Grat-/Schwalbenschwanz-Nuten in definiertem Winkel
Schlosskasten fräsen (rechteckig, tiefe Tasche + Frontauslass)
Schließblech-, Band- und Beschlagtaschen in Schräglage
Ausnehmungen für Verbinder (z. B. Exzenter, Verbinderfräsungen) auf geneigten Ebenen
Gratverbindungen für Pfosten-/Riegelkonstruktionen (variabler Gratwinkel)
Zapfen/Zapfloch mit schrägen Schultern
Schäftungen/Scarf Joints mit definiertem Winkel und Tiefe
Finger-/Keilzinken an geneigten Stirnflächen (projektspezifisch)
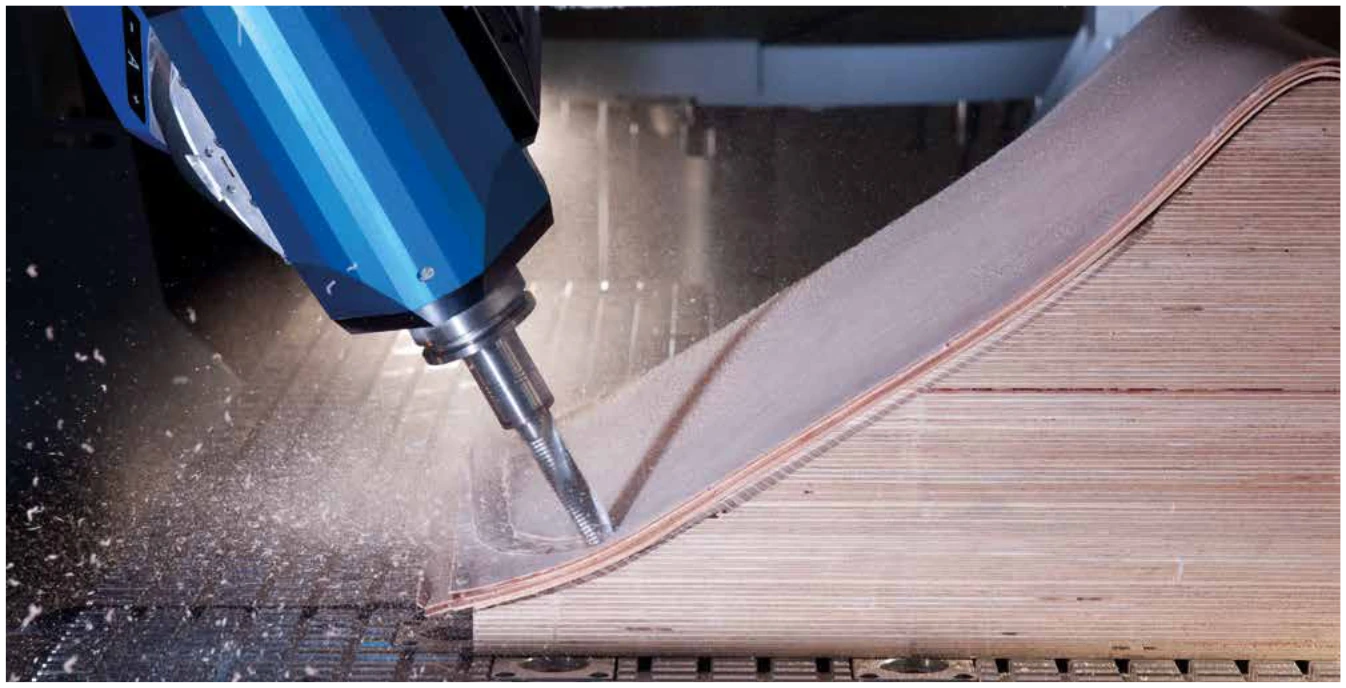
Fräsen von Formholz (Freiformflächen, organische Übergänge)
Kontur-Schlichten mit konstantem Anstellwinkel für Sichtqualität
Spiral-/Helix-Geometrien (z. B. Handlaufanläufe)
Negative Radien/Hinterschnitte an 3D-Bauteilen
Nuten/Falze/Bohrbilder quer zur Profilrichtung (auch auf Fasen)
Endenbearbeitung: Gehrung + Nut/Falz in einem Setup
Ausklinkungen, Einschnitte, Futter für Verbinder in Schräglage
Vorkerben für Biegekanten (V-Nut „near-through“)
Sichtkanten-Finish (Anfasen/Entgraten) bei schwer zugänglichen Winkeln
Kombinierte Bearbeitung „Sägen + Fräsen + Bohren“ ohne Umspannen